

扫二维码与项目经理沟通
我们在微信上24小时期待你的声音
解答本文疑问/TPM咨询/5S、6S、现场管理咨询/精益生产管理咨询/互联网交流
【通用名称】 工序或设备之间节拍改善
【项目描述】
生产线平衡是对生产的全部工序进行平均化、均衡化,调整各工序或工位的作业负荷或工作量,使各工序的作业时间尽可能相近或相等,最终消除各种等待浪费现象,达到生产效率最大化。它是生产流程设计与作业标准化中最重要的方法。通过平衡生产,可以加深理解“一个流”生产模式及熟悉“单元生产”的编制方法,它是一切新理论与新方法的基础。
生产线平衡率改善指通过对生产线的全部工序进行平均化,调整作业负荷,以使作业时间尽可能相近,从而提升人均效率的一种方法。循序渐进,提升企业的竞争力。
【项目特点】
提高作业员及设备工装的工作效率;
减少工序的在制品,真正实现“一个流”。
【推行效果】
1、缩短每一制品装配时间,增加单位时间的生产量,降低生产成本;
2、减少工序间的在制品,减少现场场地的占用;
3、减少工程之间的预备时间,缩短生产周期;
4、消除人员等待现象,提升员工士气;
5、改变传统小批量作业模式,使其达到一个流生产;
6、可以稳定和提升产品品质;
7、提升整体生产线效率和降低生产现场的各种浪费。
【适用企业】
产品适用于流线化作业的企业。
【合作流程】
如您确有合作意愿,我们将整个合作过程划分为7个步骤,分别为:

【实施周期】4个月
【推荐顾问】TPM华天谋资深顾问师:刘访华、陈红军、苏磊、危发伟、雷志龙
【成功案例】
案例1
深圳市**电子有限责任公司——安装车间生产线平衡实例

“传统”输送带和“成长型”输送带区别
传统输送带作业:
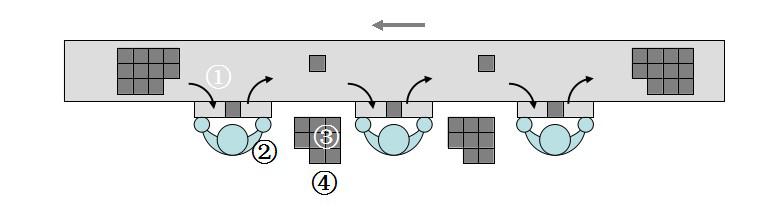
传统输送带的4种浪费:
① 取放动作浪费:在制品取放至少浪费2~5秒时间。
② 等待浪费:前后工序作业节奏不同造成作业等待。
③ 在制品过多浪费:工序间缓冲库存隐藏了等待问题。
④ 空间浪费:缓冲库存的存放设施、存放空间浪费。
成长型输送带作业:
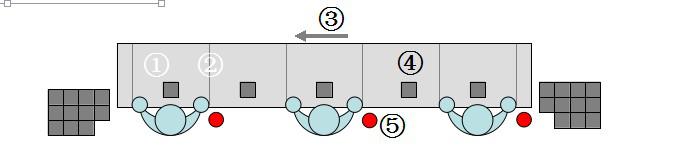
①边送边做在输送带上完成装配工作,消除搬运浪费。
②划分节距线一般为80~90cm,用来确认进度。
③依产距时间设定速度产距时间缩短时,增加工作站、工作人员和提高输送带速度。
④设立“接棒区”流入“接棒区”的制品由下工序协助完成。
⑤设立停线按钮事故发生时停线,以相互协作、排除异常。
你们能做什么? 需要多少钱? 需要多久?
我需要做什么? 需要提供什么资料? 售后服务怎么样?